Rugged, sealed terminal lugs for efficient, reliable connections
COPALUM sealed terminals and splices are designed for solving the inherent problem of terminating aluminum conductors. These connectors are available in both standard and light sealed options and are terminated to stranded aluminum wire using a dry crimp. This time-tested dry crimp technology has provided 30 years of reliable connectivity to the commercial aerospace industry. With the capability of splicing aluminum wire to copper wire, these connectors are generally applicable wherever aluminum wire or cable is used.
COPALUM SEALED TERMINAL LUGS AND SPLICES
Aluminum crimp solutions are designed especially for solving the inherent problems of terminating aluminum conductors. These connectors are terminated to stranded aluminum wire using a “dry crimp.” This technique eliminates the need for an inhibitor agent to break down the highly tenacious and inert oxides that form on aluminum conductors. An extremely efficient and reliable crimping method, the dry crimp also produces a sealed connection that helps prevent re-oxidation and corrosion when intimate terminal/conductor contact is achieved. With the capability of splicing aluminum wire to copper wire, these connectors are generally applicable wherever aluminum wire or cable is used. COPALUM sealed terminals and splices are suited for aerospace applications. Each connector body is constructed of tin-plated copper and houses a nickel-plated brass insert and funnel. The funnel is designed to help prevent wire strands from hanging up when inserted into the wire barrel. The perforated insert enhances reliability for the terminal and splice when crimped to the aluminum/ copper conductors.
Product Features
- Legacy COPALUM Terminals and Splices with copper body terminal
- Terminating capabilities for stranded aluminum wire
- Wide wire-size range - aluminum 8 to 4/0 [8.6 to 110.9 mm2] and copper 10 to 3/0 [4.8 to 85.9 mm2]
- Optimum electrical, environmental, and mechanical performance crimps from AMP three-stage dies

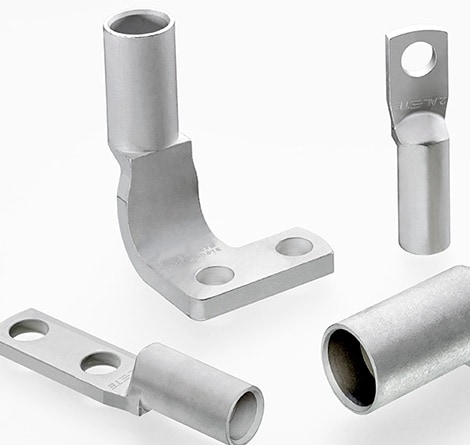
COPALUM LITE SEALED TERMINAL LUGS AND SPLICES
COPALUM Lite sealed solutions are designed for weight reduction of up to 60% over copper and drop-forged lugs. The terminals provide weight savings from aluminum base metal, an optimized wall thickness, and a shorter wire barrel. TE’s COPALUM Lite terminals also offer flexible design options. Single- or dual-hole terminals can be customized with straight or angled tongues, enabling a good fit in almost any customer application. The sealed terminals provide watertight wire sealing that withstands 500 hours of salt spray exposure. Combined with an operating temperature rating of 175 degrees Celsius, the terminals are ideal for aerospace applications including commercial aircraft, unmanned aerial vehicles, primary power feeders, and grounding systems.
Product Features
- Light weight aluminum body terminals and splices
- Up to 60% weight savings vs. copper terminals
- Approximately 50% weight savings vs. drop-forged aluminum terminals
- Qualified for use in commercial aircraft
- Single-step crimp for conductor termination and watertight wire sealing
- Grease-free COPALUM dry crimp technology
- Crimp die sets are compatible with TE crimp heads and power units
- Easy wire insertion with ample room for conductors
- Available with single or dual-hole terminals
- Compatible with a variety of TE cable constructions
EVOLUTION OF COPALUM TERMINALS, CONNECTORS & SPLICES
Established in the 1950s, the COPALUM terminal and splice is one of the AMP family product lines. Originally it had two separate product lines, one for aluminum wire and one for copper wire. Each line had butt connectors and terminals. The Aluminum wire connector bodies were made of stamped and formed aluminum strip stock and COPALUM terminal connector bodies were made of stamped and formed copper strip stock. Both products contained a closed cup (cartridge) installed within each wire barrel. This cartridge contained an oxide inhibiting compound with abrasive particles that flowed during crimping into the strand voids (interstices) and mechanically abraded the wire and barrel oxide surfaces. The oxide inhibitor protected the contact surfaces from further oxidation and formed a temporary partial seal between the conductor and the crimped insulation support. The crimp dies were the two stage type and of the confined crescent design. The first stage crimped the wire barrel and cartridge, while the second stage crimped only the flared cartridge end. This second stage crimp produced the insulation support which was designed as a strain relief.
In the 1960s, all copper bodies and perforated inserts were introduced. The industry wanted a dry crimp with a fully sealed body. There are important advantages of the copper design. Almost all buss contacts are copper. The plated terminal tongue needs no special contact surface treatment against the bolted copper buss. This is the (dynamic), disconnectable part of the connection. The copper wire barrel allows for a natural two step down capacity from an equivalent aluminum wire to copper wire. The more dense copper has 100% electrical conductivity compared to aluminum at 61% maximum. Copper compared to aluminum has hardly any mechanical creep; therefore, with the proper crimp, it provides a much more stable crimped (static), permanently sealed connection. Within the circuit design there is always a need to change from high temperature copper wires to lower temperature aluminum wires. With the copper connector, we have the choices of “optional” (4 AL-6 CU) or “primary” (4 AL-4 AL) or “secondary” (6 CU-6CU) all within the same wire barrel and crimp die envelope. During crimping, the hard nickel plated perforated insert digs into and intimately connects the wire and copper body while at the same time increasing the fresh surface contact areas via the holes and extrusion. With this feature, we now have a preferred “dry” connection with the copper to aluminum transition occurring inside the connector body where it is protected and controlled. The barrier walls of the terminal and splice body provide the blind hole required for an environmentally-sealed crimp. The product has a three stage simultaneous crimp design which allows for a very secure electrical crimp, a smooth transition crimp which goes up to the full round sealing crimp.
In the 1980s, we made several changes to the product line. The perforated insert was modified without causing a change in connector performance. The internal components were oriented and permanently locked in place during manufacture. Clearer, more permanent marking was introduced with the straight knurl stripes replacing the blue ink stripe guides used to show crimp location.
In 1993, we completed a new application sheet 114-2134 and released a whole line of two stud hole terminals, two 4/0 AL style terminals, a new crimp die, and various sheared tongue styles. Using engineering tools like CAE/CAD/CAM, thermography, and computer driven image analysis on crimp cross-sections, we are able to arrive at and maintain optimum product integrity and reliability.
Today, as with all TE solutions, we drive continuous product and process improvements to maximum performance in ways that address our customers' evolving design requirements for robust, reliable solutions powering harsh environment technology.
