Um estudo de caso da família MCON
Whitepaper
Quando é demais?
Nesta análise, os autores analisam o uso de lubrificante durante o processo de crimpagem. Eles examinam se o uso de lubrificante degrada o desempenho mecânico ou elétrico de uma crimpagem.
AUTORES
Jessica H. B. Hemond, engenheira diretora de desenvolvimento, Centro de Pesquisas de Harrisburg
Marcos Pajuelo, engenheiro sênior de desenvolvimento de produtos, Ferramentas de Aplicações
Suvrat Bhargava, engenheiro sênior de fabricação e desenvolvimento de processos, Centro de Pesquisas de Harrisburg
Introdução
A TE Connectivity considera que o uso de lubrificação ou óleo de terminal é um componente importante para garantir uma crimpagem final consistente e de alta qualidade. [1] Embora não seja necessário para todas as crimpagens, pesquisas já demonstraram que a lubrificação pode proporcionar benefícios em termos de redução do desgaste da ferramenta e corrosão. Além disso, a lubrificação pode aumentar a consistência e a uniformidade no processo de crimpagem. A pesquisa da TE Connectivity sobre esse tópico tem sido substancial e variada. Os pesquisadores da TE Connectivity estudaram vários aspectos dessa tecnologia a partir do tipo de crimpagem, o desempenho de fios sólidos em relação aos trançados, bem como outros fatores, incluindo a contaminação. [2,3] Esses fatores foram identificados e estudados para garantir que qualquer variável que possa influenciar o processo ou a crimpagem, em si, tenha sido bem compreendida. No desenvolvimento de ferramentas de crimpagem, este conjunto de pesquisas tem orientado o desenvolvimento de ferramentas confiáveis.
Entende-se com esse trabalho anterior que a lubrificação do terminal tem influência sobre a força da crimpagem. A adição de lubrificante pode resultar na diminuição da força de crimpagem e impactar a altura final desse processo. As recomendações finais deste trabalho incluem o uso de lubrificantes de crimpagem, o ajuste frequente da altura da crimpagem e a alteração do ajuste de ferramentas em caso de sinais de desgaste. Essas recomendações não são novas para a indústria. Mas, com o passar do tempo, os dados de apoio para essas recomendações e a relação com a influência conhecida da lubrificação de crimpagem tornaram-se obscuros. Esse esforço relaciona a influência do lubrificante de crimpagem com a criação de uma crimpagem consistente de alta qualidade e a garantia de desempenho consistente da ferramenta de matriz.
No entanto, a questão permanece: qual o impacto que o lubrificante pode ter se migrar ou for transferido da matriz externa para o terminal interno? No início da década de 1960, os pesquisadores Zimmerman e Imswiler, da AMP Incorporated, determinaram que o uso de lubrificantes ou fluxos não corrosivos dentro de uma crimpagem é benigno e, além disso, pode oferecer benefícios em termos de melhoria da consistência da crimpagem. Embora essa pesquisa histórica forneça orientação geral para a aceitabilidade do lubrificante dentro da área de crimpagem, a prática geral é aplicar apenas no cilindro externo. Dada a evolução de produtos e requisitos comuns nas últimas cinco décadas, como diferenças de tamanho, lubrificantes e exposição ambiental, é necessário confirmar e documentar essa conclusão histórica. A família de produtos de interconexão MCON 9.5 foi escolhida para esta avaliação para determinar se um nível excessivo de lubrificação dentro da própria crimpagem proporcionará qualquer desvantagem ao desempenho elétrico ou mecânico do produto. Esta família de produtos foi escolhida, em parte, porque se descobriu que desenvolvia rebarbas nos testes iniciais de aplicação. Embora o problema tenha sido resolvido sem o uso de lubrificante, o lubrificante seria uma solução comum para este problema. Como tal, a família foi considerada uma boa candidata a esta investigação adicional.
Essas recomendações não são novas para a indústria. Mas, com o passar do tempo, os dados de apoio para essas recomendações e a relação com a influência conhecida da lubrificação de crimpagem tornaram-se obscuros.
Procedimento
A Tabela 1 contém os produtos e ferramentas de crimpagem associadas. Estes pontos foram selecionados para comparar o desempenho elétrico e mecânico em três condições distintas: sem lubrificante, aplicação padrão de lubrificante e nível excessivo de lubrificante. No terceiro caso, o lubrificante foi intencionalmente introduzido dentro do cilindro de crimpagem. Isso pode ser considerado uma situação de pior caso, na qual o processo de aplicação de lubrificantes está introduzindo uma quantidade excessivamente alta. A comparação desses três casos fornece uma linha de base para a avaliação dos produtos da TE Connectivity e determina quais aspectos de desempenho, se houver, podem ser mais suscetíveis à introdução de uma quantidade excessiva de lubrificante de crimpagem.
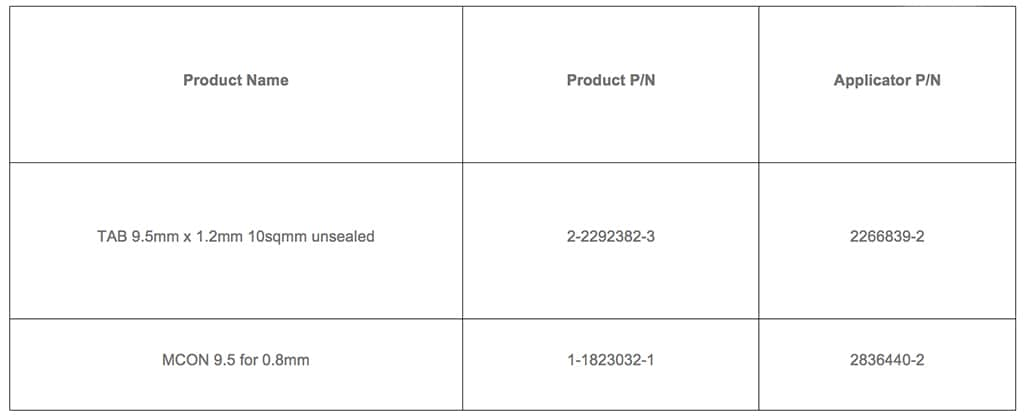
Tabela 1: Identificação da amostra
Uma área de preocupação é o equilíbrio de boa estabilidade elétrica e mecânica. A relação entre deformação e desempenho elétrico ou desempenho mecânico é conhecida. Para nossos propósitos, consideramos que a altura da crimpagem é uma representação do nível de deformação introduzido nela. O trabalho concluído por Mroczkowski[3] e outros confirma que uma deformação muito pequena ou muito grande pode resultar em um mau desempenho elétrico e/ou mecânico.
Uma vez que o desempenho elétrico otimizado não necessariamente se alinha com o desempenho mecânico de pico, a prática padrão é que exista uma abordagem equilibrada para garantir que tanto os requisitos elétricos quanto mecânicos sejam atendidos. [3] Uma vez que se sabe que a lubrificação da crimpagem pode impactar a altura da crimpagem e, portanto, sua deformação, é importante considerar o desempenho final relacionado à sua deformação estimada.
Dois aplicadores OCEAN diferentes foram utilizados para produzir três conjuntos de amostras de cada produto. O primeiro conjunto de amostras foi produzido sem lubrificante, que é o uso padrão desses aplicadores. O segundo conjunto de amostras foi produzido utilizando-se o conjunto lubrificador padrão, que aplica uma pequena quantidade de lubrificante ao lado externo do cilindro do fio do terminal. O terceiro conjunto de amostras foi produzido utilizando-se o conjunto lubrificante como feito com no segundo conjunto, mas adicionando manualmente uma quantidade excessiva de lubrificante no lado interno do cilindro do fio do terminal antes de colocar o fio. O lubrificante utilizado foi o Chemlube 1102, disponível na Ultrachem, Inc. [1]
Os três conjuntos de amostras foram produzidos de forma independente usando o mesmo terminador de bancada. Começando sem lubrificante, seguido pelos níveis de lubrificante padrão e terminando com a quantidade excessiva de lubrificante. Esta ordem foi determinada para garantir que a ferramenta não estivesse exposta a qualquer contaminação cruzada das amostras produzidas anteriormente.
Uma versão modificada do procedimento de teste TE 109-18079, rev. G, foi utilizada como base para os testes ambientais, mostrados na Figura 1. Cinco amostras foram examinadas para cada conjunto e seguiram o processo descrito na Figura 1. As medidas de resistência da crimpagem foram feitas utilizando uma técnica de medição de quatro terminais, de acordo com a IEC 60512-2-1, Primeira Edição, 2002-02. O teste de choque térmico foi concluído de acordo com a IEC 60068-2-14, Edição 6.0, 2009-01. Enquanto isso, os ciclos de calor da umidade estavam de acordo com a IEC 60068-2-30, Terceira Edição, 2005-08, com exceção de que as medidas finais da LLCR foram tomadas aproximadamente 17 horas após a retirada dos espécimes da câmara.
O teste permitiu o monitoramento da resistência da crimpagem após 500 ciclos de choque térmico seguido de ciclos de temperatura/umidade. As amostras como crimpadas e cicladas termicamente também foram examinadas quanto à estabilidade mecânica usando um teste de força de tração de comparação.
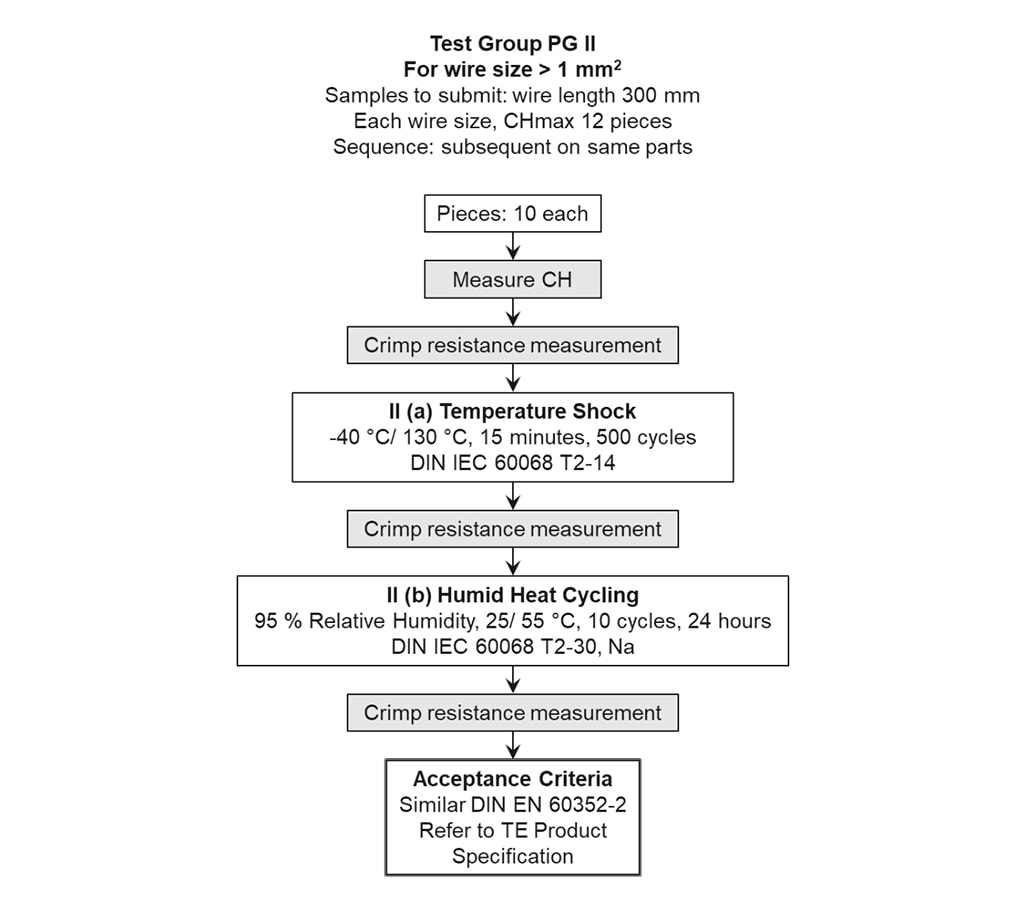
Figura 1: Protocolo de base de condicionamento ambiental
Uma vez crimpadas, as amostras foram medidas utilizando um micrômetro de crimpagem, conforme a folha de instruções 408-7424, rev S, da TE. Deve-se notar que a TE geralmente mede a altura da crimpagem através de uma secção transversal mecânica, em vez de um micrômetro, para qualificar uma nova ferramenta aplicadora. Como a secção transversal é uma técnica destrutiva, escolheu-se um micrômetro para usar neste estudo. Devido às diferenças no método de medição da crimpagem, a altura da crimpagem é comparada entre os grupos e não com a validação original do aplicador de crimpagem. Como pode ser visto na Figura 2, o uso de lubrificante pode impactar a altura da crimpagem.
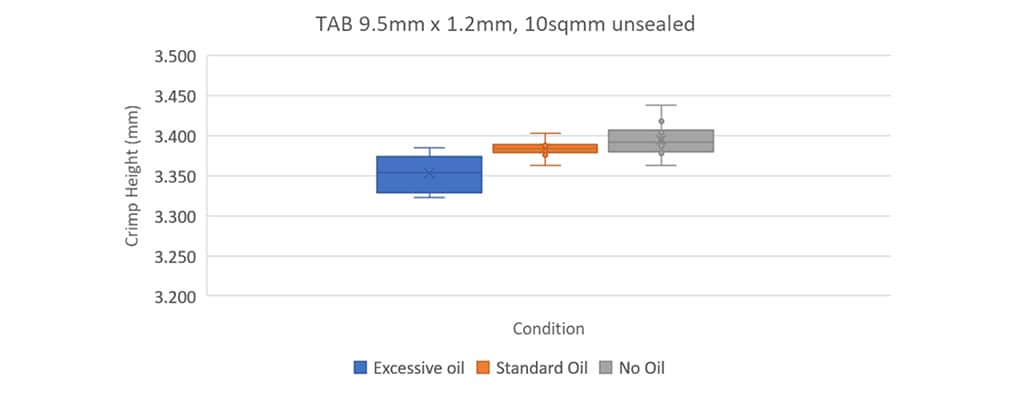
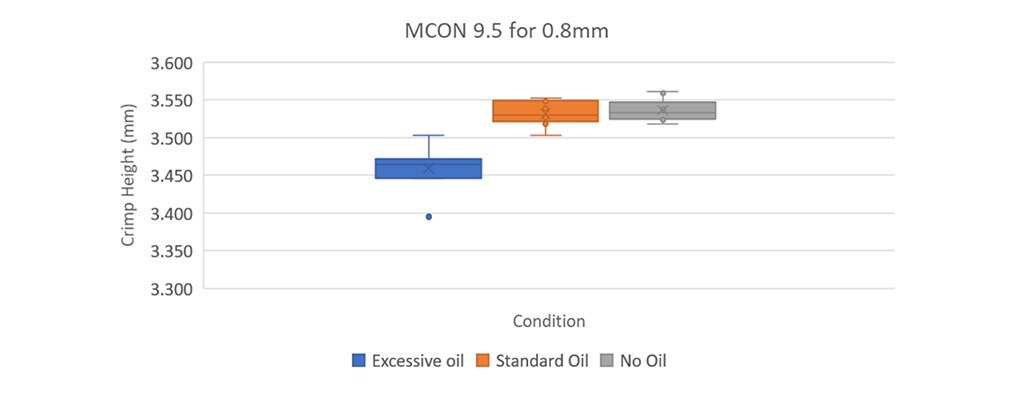
Figura 2: Altura da crimpagem, medida por condição
As amostras que foram crimpadas com lubrificação excessiva têm uma altura de crimpagem mais baixa do que os outros dois grupos. É razoável acreditar que as amostras neste conjunto têm mais deformação que as amostras do outro conjunto. Isso indica que deve ser dada atenção à força de retirada para garantir que essas crimpagens não excedam a força de tênsil máxima ao ponto em que a força de retirada é drasticamente reduzida. Durante a configuração e as verificações periódicas do aplicador de crimpagem, essa variação da altura de crimpagem devida à influência do lubrificante, ou mesmo ao desgaste da ferramenta durante um uso mais prolongado, deve ser monitorada e ajustada para garantir uma altura de crimpagem consistente.
Estabilidade térmica
Antes da exposição ambiental, considerou-se prudente compreender quaisquer limitações térmicas da lubrificação em uso. A TE Connectivity usa lubrificantes padrão que foram formulados especificamente para crimpagem e estão disponíveis globalmente. [1] Figura 3 mostrando uma curva de análise termogravimétrica (TGA) do lubrificante Stoner E807, disponível na Stoner Incorporated. [1] De acordo com o trabalho anterior da TE, o lubrificante Stoner E807 foi desenvolvido como versão localmente disponível para o lubrificante Chemlube 1102 e, como tal, é considerado equivalente, pois ambos os produtos atenderiam aos requisitos do lubrificante de crimpagem formulado pela AMP, nº de peça 22014.
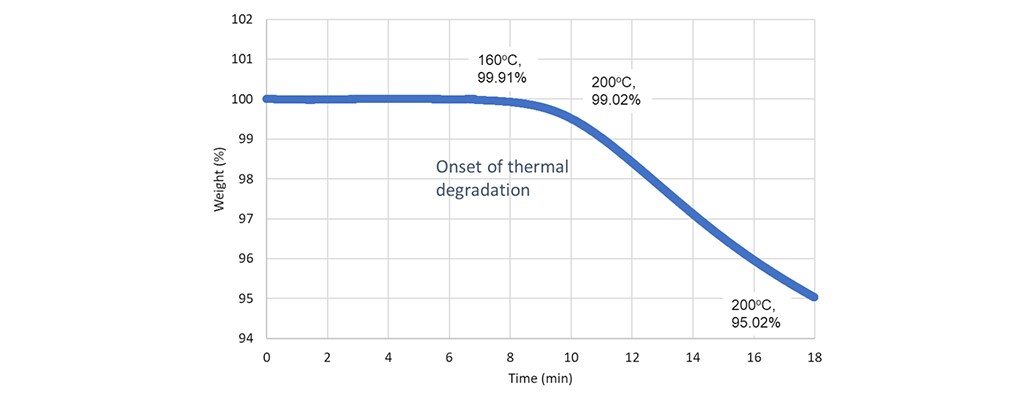
Figura 3: Estabilidade térmica do lubrificante de crimpagem Stoner E807
A TGA é uma técnica comum para rever a estabilidade térmica de um polímero medindo-se mudanças de peso ao longo do tempo e da temperatura. Este teste consistiu no aquecimento de uma amostra do lubrificante em uma atmosfera mista de nitrogênio e oxigênio, registrando qualquer perda de peso para determinar se havia alguma indicação de degradação. Este teste mostrou que uma vez que o lubrificante excede 160 oC, ele lentamente começa a perder peso; isso indica que algum nível baixo de degradação já começou. Esta amostra continuou exposta a altas temperaturas até de 200 oC e foi mantida em modo isotérmico por mais de cinco minutos. A perda total durante esse teste foi de aproximadamente 5% em peso. Este teste mostrou que o lubrificante recomendado é termicamente estável até 150 oC. O tempo, bem como a temperatura, é um fator para a degradação. Este teste identifica a temperatura na qual o material é suscetível à degradação. Embora possam-se esperar perdas quando as temperaturas excedem 160 oC, ela é relativamente menor para excursões de curto prazo de até 200 oC. A estabilidade a longo prazo a temperaturas elevadas ainda pode ser problemática e é melhor considerada em termos de impacto no desempenho mecânico ou elétrico. É importante notar que nem todos os lubrificantes devem ter o mesmo desempenho, seja termicamente ou em uso real.
Estabilidade elétrica
Existem dois critérios para garantir que a estabilidade elétrica seja atendida. A primeira é que nenhuma leitura deve ser igual ou superior a 0,15 mOhms. A segunda é que a resistência delta deve ser menor ou igual a 0,09 mOhms. Figura 4a mostrando a resistência máxima que foi medida. Tanto para os produtos MCON 9.5 quando TAB 9,5 mm x 2 mm, a leitura máxima foi inferior a 0,09 mOhms e 0,12 mOhms, respectivamente, atendendo ao requisito básico. Os valores de delta desses produtos também atenderam aos requisitos básicos (Figura 4b).

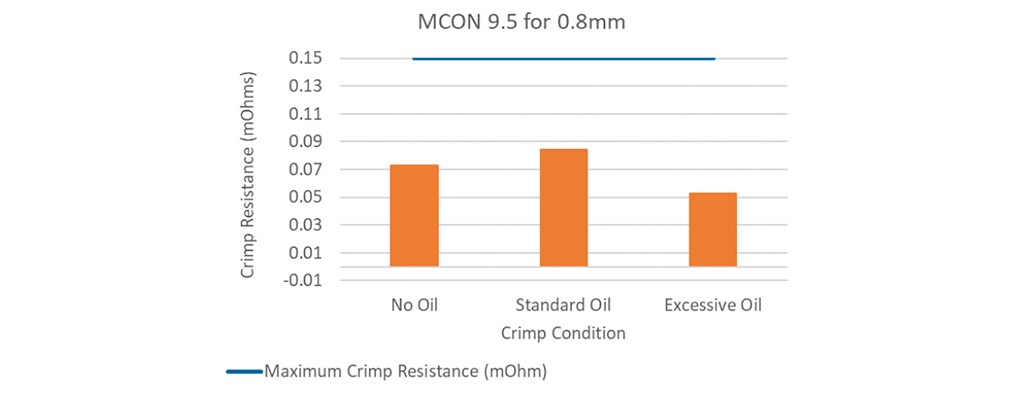
Figura 4a: Resistência inicial da crimpagem — máxima
Para o terminal MCON em termos de resistência máxima, os níveis de óleo padrão e excessivo limitaram o intervalo das três amostras, enquanto o desempenho da aplicação sem lubrificante e padrão foi comparável e menor que a resistência delta do óleo excessivo.
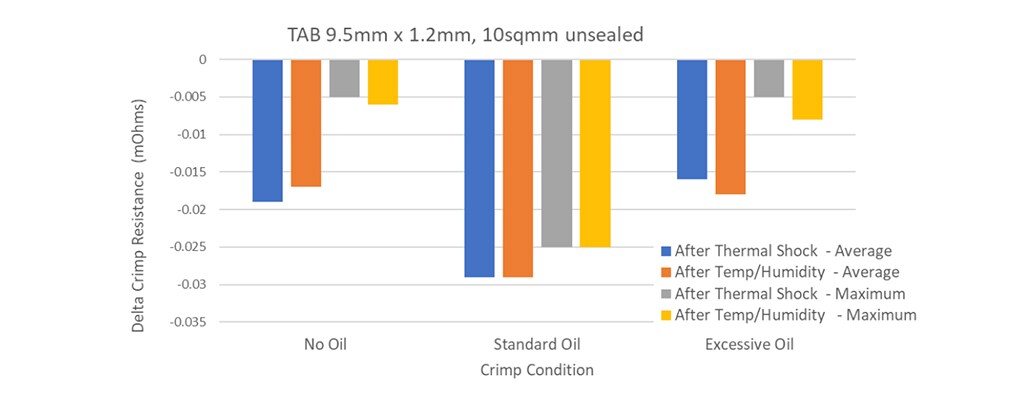
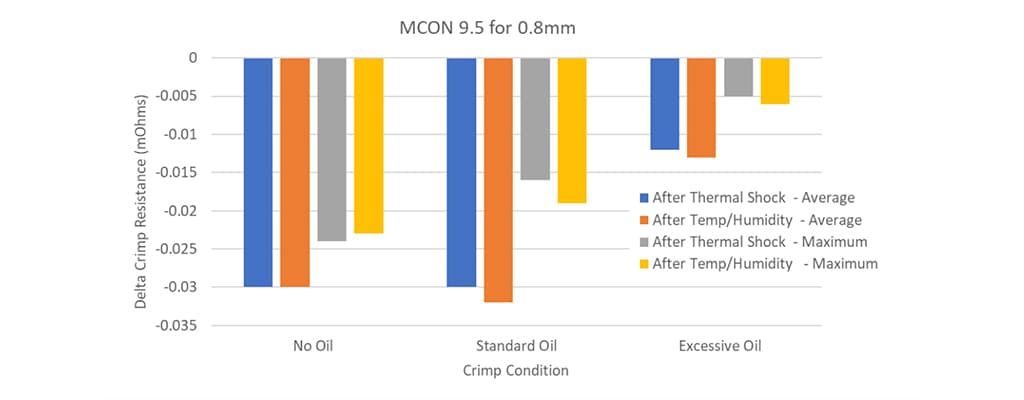
Figura 4b: Resistência delta média e máxima após exposição ambiental
Comparar o desempenho desses produtos nos diferentes níveis de lubrificante mostra comportamento variável. Para o TAB 9,5 mm x 1,2 mm, os diferentes níveis de lubrificante apresentaram leitura de resistência máxima relativamente consistente, enquanto o óleo padrão mostrou uma melhora acentuada em relação a qualquer uma das outras duas condições. Para o terminal MCON em termos de resistência máxima, os níveis de óleo padrão e excessivo limitaram o intervalo das três amostras, enquanto o desempenho da aplicação sem lubrificante e padrão foi comparável e menor que a resistência delta do óleo excessivo. Dado o tamanho amostral limitado explorado neste estudo, não se pode chegar a tendências ou conclusões claras além do fato de que uma quantidade excessiva de lubrificante utilizada durante o processo de crimpagem não impede que o produto crimpado atenda às exigências elétricas do produto.

Estabilidade mecânica
A estabilidade mecânica das amostras testadas tanto nas como crimpadas quanto naquelas expostas às condições ambientais indicadas atendeu ao requisito de força de desengate de tração da crimpagem da base. Calculada como a média menos três desvios-padrão (média-3SD) maior ou igual a 450 N. Além disso, a força mínima de desengate registrada também cumpriu o requisito mínimo. A retenção da crimpagem para os vários conjuntos, tanto como crimpados/recebidos quando após a exposição ambiental, pode ser vista na Figura 5. Como esperado, a exposição ambiental reduz a força de desengate. A redução da força de desengate não é inesperada, dadas não apenas as possíveis alterações no lubrificante, mas também no cilindro e no fio. Além desse aspecto, não há uma regra clara que descreva o comportamento entre produtos ou condições em termos de modo de falha. O produto MCON 9.5 para 0,8 mm não apresentou alteração no tipo de falha antes ou depois da exposição ambiental. No entanto, o produto TAB 9,5 mm x 1,2 mm teve tanto uma extensão adicional no fio antes de quebrar quanto, em alguns casos extremos, quebra da lâmina na fixação antes de a crimpagem falhar. Essa variação é mais bem demonstrada pelo conjunto de lubrificantes padrão. Das cinco amostras testadas na condição recebida, todas falharam na região do fio, exibindo tanto o desengate quanto a quebra final dos fios. Em contraste com as cinco amostras de lubrificante padrão condicionadas e depois testadas, apenas uma exibiu este modo de falha. As quatro restantes apresentaram uma extensão de fio mais longa sem uma separação completa da crimpagem do cabo. Para as amostras não lubrificadas, foi observada uma mudança semelhante no modo de falha. Embora todas as amostras recebidas mostrassem os mesmos modos de falha das amostras com lubrificação padrão, apenas uma das amostras condicionadas compartilhava o mesmo modo de falha. As quatro resultantes apresentaram quebra na porção da lâmina da aba e não na crimpagem. É importante considerar essa mudança no modo de falha, mas não altera o fato de que, independentemente do modo de falha, o desempenho mecânico do material atende aos requisitos mínimos.
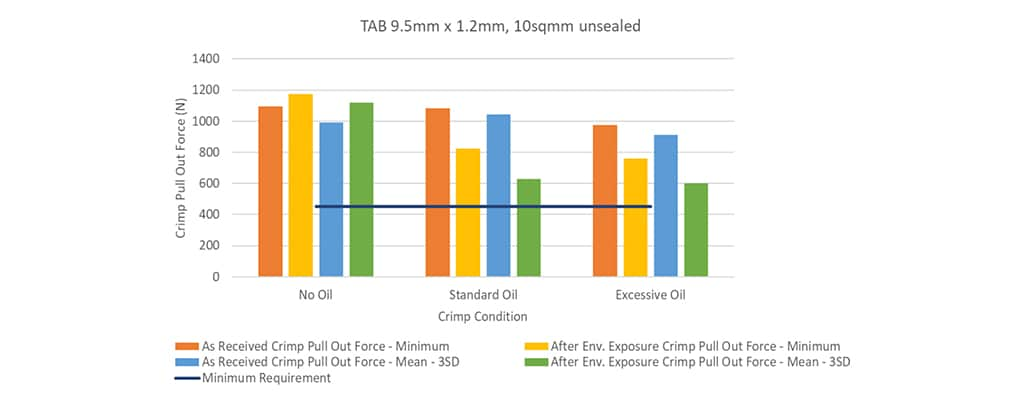
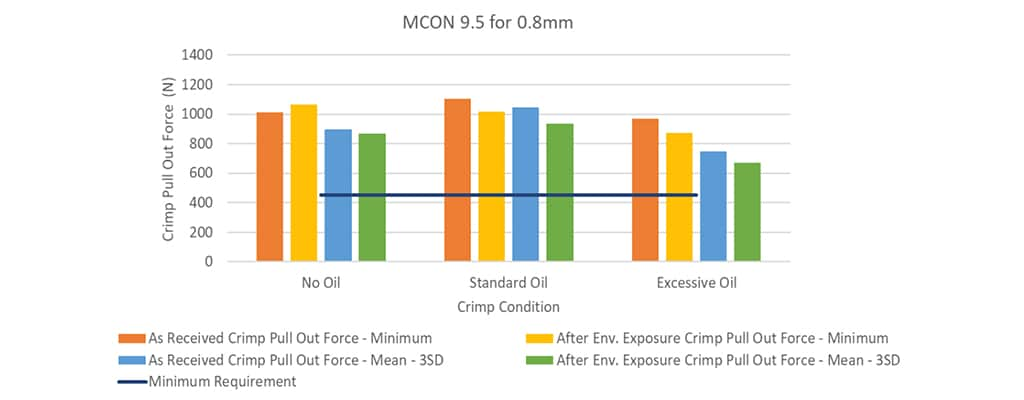
Figura 5: Retenção de crimpagem antes e após exposição ambiental
A partir dos testes elétricos e mecânicos desta linha de produtos, o uso de óleo, mesmo uma quantidade excessiva colocada dentro do terminal, pode ser considerado insignificante em termos de produto atendendo aos requisitos finais de uso.
Conclusão
O uso de lubrificante durante o processo de crimpagem, além da influência na vida útil das ferramentas de crimpagem, pode influenciar a altura da crimpagem. No entanto, neste exame da família MCON, não se observou redução nem do desempenho elétrico nem do mecânico a um nível inaceitável ao usar um nível padrão de lubrificação ou mesmo uma quantidade excessiva. A partir dos testes elétricos e mecânicos desta linha de produtos, o uso de óleo, mesmo uma quantidade excessiva colocada dentro do terminal, pode ser considerado insignificante em termos de produto atendendo aos requisitos finais de uso. Além disso, é importante notar que o lubrificante utilizado deve ser escolhido adequadamente. Nem todos os lubrificantes teriam o mesmo desempenho que os examinados aqui. Embora haja a sugestão de se dar atenção à sensibilidade de um produto à altura da crimpagem, bem como à possível mudança no modo de falha mecânica, ao considerar uma família diferente de produtos, ao comparar esses resultados com o trabalho anterior é razoável acreditar que as conclusões alcançadas para esta família de produtos possam ser estendidas.